In the age of Industry 4.0, digitalization is no longer a luxury- it’s a necessity. From automating production lines to enhancing food safety protocols, digital transformation is revolutionizing every corner of the food manufacturing industry.
For companies looking to stay competitive, efficient and future-ready, embracing digital technologies has become the gold standard.
This blog explores how digitalization is reshaping the food manufacturing landscape, the key technologies driving this change and what the future holds for this rapidly evolving industry.
The Digital Wave in Food Manufacturing
Digitalization refers to the integration of digital technologies into everyday operations to improve efficiency, quality, traceability, and decision-making. In food manufacturing, this includes:
- Smart sensors and IoT (Internet of Things)
- AI-powered analytics
- Machine learning
- Robotics and automation
- Cloud-based ERP systems
- Blockchain for traceability
- Digital twins for production optimization
These innovations are not just enhancing efficiency- they’re transforming how food is made, packaged, distributed and consumed.
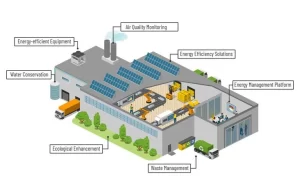
1. Smart Factories: The New Normal

One of the most visible signs of digitalization in food manufacturing is the rise of smart factories.
These factories are interconnected, data-driven and equipped with real-time monitoring systems. Machines and production lines communicate with each other and with human operators, enabling:
- Predictive maintenance
- Real-time monitoring of output
- Automated quality control
- Faster changeovers between product lines
For example, a bakery using IoT-enabled ovens can monitor temperature variations in real-time, automatically adjusting the heat to ensure consistent quality across batches.
2. AI and Machine Learning: Smarter Decisions, Faster Results

Artificial Intelligence (AI) and Machine Learning (ML) are redefining how food manufacturers approach data. These technologies help:
- Predict equipment failures before they happen
- Analyze customer preferences and market trends
- Optimize ingredient combinations for new product development
- Reduce waste by improving production planning
AI-driven analytics can, for example, help a dairy manufacturer forecast demand spikes for flavored milk during summer months, allowing better inventory planning.
3. Traceability and Food Safety: From Farm to Fork
In an era where food safety and transparency are paramount, digitalization provides the tools to track every ingredient’s journey- from the farm to the consumer’s plate.
Technologies like blockchain and RFID tracking allow food companies to:
- Trace contamination sources within minutes
- Ensure compliance with local and international safety standards
- Provide consumers with transparent product histories via QR codes
This is especially important in cases of recalls. With digital records, companies can act swiftly to identify and isolate affected batches, minimizing damage to brand reputation and ensuring consumer trust.
4. Automation and Robotics: Speed Meets Precision

Automation is not new to food manufacturing, but today’s robots are smarter and more agile. From slicing vegetables to packaging snack foods, robotics ensures:
- Faster throughput
- Reduced human error
- Enhanced hygiene and safety
- Labor cost savings
Collaborative robots (or cobots) work alongside human employees to handle repetitive tasks. This boosts productivity while allowing staff to focus on quality control, supervision and innovation.
5. Cloud-Based ERP and Digital Dashboards
Enterprise Resource Planning (ERP) software has gone cloud-based, making it easier for food manufacturers to manage operations across multiple facilities. Digital dashboards provide a bird’s-eye view of:
- Raw material inventory
- Order status
- Machine performance
- Energy consumption
This centralized data access empowers managers to make informed, timely decisions- improving both efficiency and agility.
6. Reducing Waste and Enhancing Sustainability

Digitalization is a powerful ally in the push for sustainable food manufacturing. Smart inventory systems help reduce over-ordering and spoilage.
Energy-monitoring sensors optimize the use of electricity, water and gas. AI algorithms suggest eco-friendly packaging alternatives.
For example, using digital sensors to monitor temperature and humidity during transportation can drastically reduce food spoilage, helping both the bottom line and the environment.
7. Personalization and Product Innovation
Today’s consumers demand more variety, customization and health-conscious products. Digital tools help manufacturers respond with:
- Rapid prototyping of new recipes using data modeling
- AI-driven analysis of consumer reviews and trends
- Flexible production lines that can switch between SKUs quickly
Whether it’s vegan snacks or gluten-free pasta, digitalization allows companies to bring innovations to market faster than ever before.
8. Workforce Training and Augmented Reality
Digitalization isn’t just about machines; it’s about empowering people. Augmented Reality (AR) and Virtual Reality (VR) tools are now being used to train factory workers without interrupting production.
These tools offer immersive learning experiences for:
- Equipment operation
- Quality control procedures
- Safety protocols
As a result, employees become more skilled, more confident, and better equipped to handle the digital factory environment.
9. Real-Time Customer Feedback Loops
With digital platforms and smart packaging, manufacturers can create direct feedback loops with consumers. This includes:
- QR codes linking to product surveys
- AI chatbots collecting feedback on product taste or packaging
- Social media sentiment analysis
This real-time feedback helps companies continuously improve and adapt products based on actual consumer preferences.
10. Challenges and Considerations
Despite its many benefits, digitalization also brings challenges:
- High initial investment in technology and training
- Data security and cybersecurity threats
- Integration with legacy systems
- Resistance to change among traditional operators
To succeed, companies must view digitalization as a strategic long-term investment and foster a culture of continuous learning and adaptation.
The Road Ahead
Digitalization is not a one-time event- it’s an ongoing journey. As technologies evolve, so too will the capabilities of food manufacturers.
Companies that invest today in smart technologies, data analytics and workforce development will not only stay competitive but also lead the industry toward a safer, more efficient, and sustainable future.
Final Thoughts
From optimizing supply chains to ensuring the perfect bake every time, digitalization is the secret ingredient transforming food manufacturing. It’s enabling companies to deliver better products, reduce costs and meet the ever-changing demands of consumers- one byte at a time.
For the food manufacturing technology industry, the mission is clear: empowering clients with scalable, easy-to-integrate solutions that simplify operations and enhance value at every stage of the food production cycle.
FAQs
1. How is digitalization improving food safety?
Digital tools enable real-time tracking, automated quality checks, and rapid response to contamination issues, significantly enhancing food safety and traceability.
2. What is a digital twin in food manufacturing?
A digital twin is a virtual replica of a physical process or production line. It helps simulate scenarios, identify inefficiencies and test improvements without interrupting actual operations.
3. Can small food manufacturers benefit from digitalization?
Absolutely. Cloud-based and modular digital solutions allow small businesses to start small and scale as needed, making digital transformation accessible and affordable.
4. What role does AI play in product development?
AI analyzes consumer data and ingredient interactions to suggest new recipes, optimize flavors and forecast trends- accelerating the product development cycle.
5. Is digitalization sustainable for the environment?
Yes. Digital systems help reduce waste, optimize resource use and improve energy efficiency- supporting both profitability and sustainability goals.