Introduction
The Indian food industry is rapidly evolving, driven by changing lifestyles, urbanization, and a growing preference for convenient yet nutritious food options. Among various processed food categories, pasta has emerged as a strong and consistent performer.
Once considered a niche Western product, pasta is now widely accepted across Indian households, restaurants, and cloud kitchens. Its versatility, long shelf life, and ease of preparation make it a highly attractive product category.
For entrepreneurs, pasta manufacturing presents a scalable and profitable business opportunity. However, setting up a successful unit requires a clear understanding of market dynamics, technical processes, and regulatory requirements. This guide provides a comprehensive roadmap to help you get started.
1. Market Potential & Business Opportunity
The pasta market in India is witnessing steady growth due to multiple factors:
- Increasing demand for ready-to-cook and convenience foods
- Expansion of supermarkets, modern retail, and e-commerce
- Rising influence of global cuisines
- Growth of HoReCa (Hotels, Restaurants, Catering) sector
Beyond retail sales, pasta manufacturing offers multiple revenue streams:
- B2C (Retail Packaging) – Direct consumer sales
- B2B Supply – Hotels, caterers, food service businesses
- Private Label Manufacturing – Producing for established brands
- Export Opportunities – Especially for specialty and premium products
A major emerging trend is the demand for health-focused variants such as whole wheat, multigrain, and millet-based pasta, offering strong differentiation potential.
2. Product Range: Choosing the Right Mix
Selecting the right product portfolio is a strategic decision that impacts your market positioning and profitability.
Common Pasta Categories
Short Pasta (High Demand in India):
- Penne
- Macaroni
- Fusilli
Long Pasta (Premium / HoReCa Segment):
- Spaghetti
- Fettuccine
Specialty & Value-Added Pasta:
- Whole wheat pasta
- Multigrain pasta
- Millet-based pasta (high-growth segment)
- Gluten-free pasta
While traditional products ensure stable demand, specialty pasta helps you stand out in a competitive market and target premium consumers.
3. Raw Materials: Foundation of Quality
The quality of pasta is highly dependent on raw materials.
Primary Ingredients
- Semolina (Durum wheat): Provides structure, texture, and cooking quality
- Water: Must be clean and food-grade
Optional Ingredients
- Eggs (for fresh pasta variants)
- Vegetable powders (spinach, beetroot, tomato)
- Functional ingredients (protein, fiber enrichment)
Key Considerations
- Consistent particle size of semolina
- Low moisture content
- Reliable supplier sourcing
Even minor variations in raw material quality can impact extrusion, texture, and shelf life, making quality control essential.
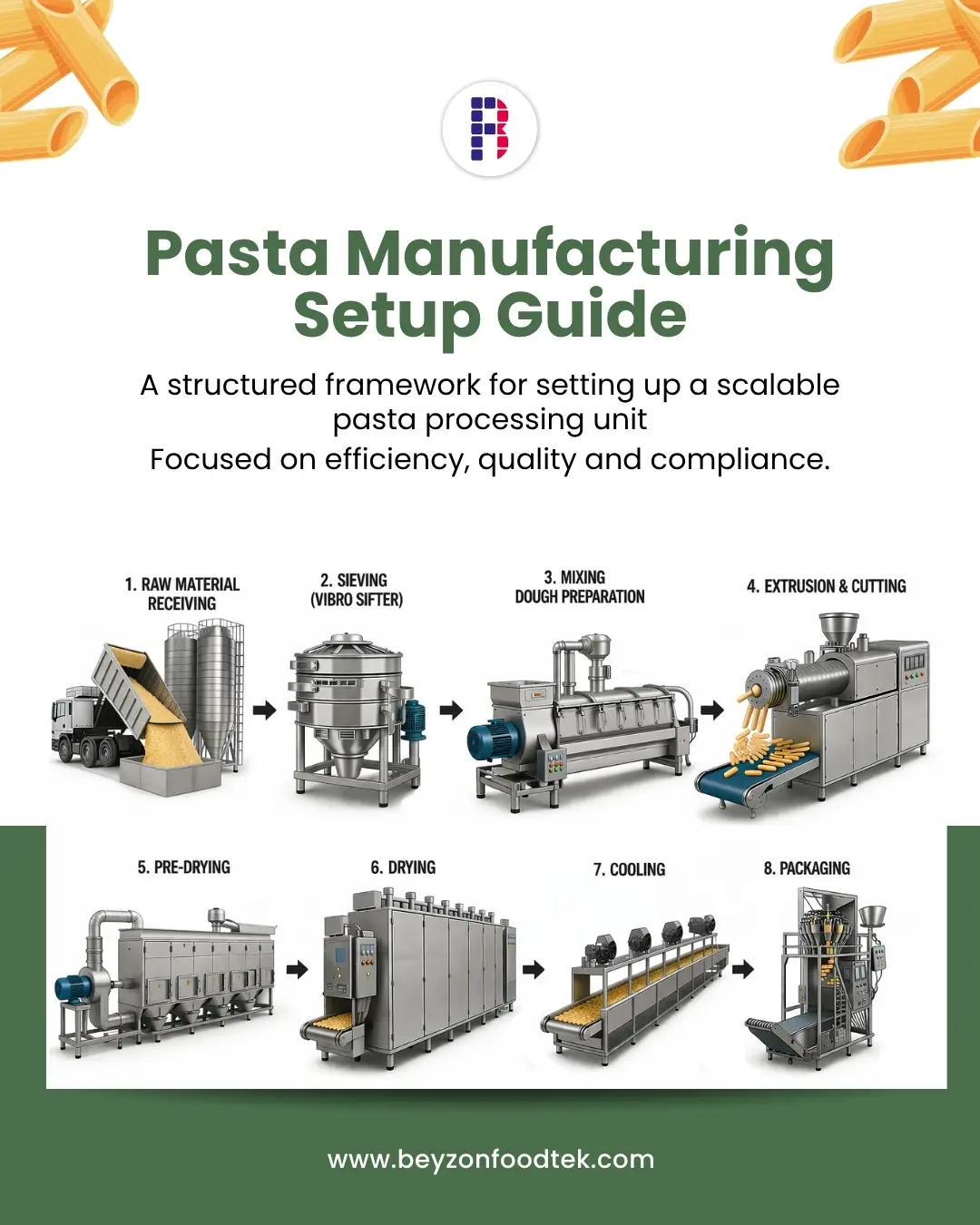
4. Manufacturing Process: Step-by-Step
Pasta production is a controlled and precision-driven process. Each stage directly influences product quality.
Process Flow
- Raw Material Inspection
Ensuring quality and consistency before processing - Mixing & Kneading
Formation of uniform dough by blending semolina and water - Extrusion
Dough is shaped using dies to create various pasta forms - Cutting
Pasta is cut to desired sizes - Drying (Critical Stage)
Moisture is reduced under controlled temperature and humidity - Cooling
Stabilization of product structure - Packaging
Hygienic packing to maintain shelf life and quality
Note: Improper drying can lead to cracks, breakage, and reduced shelf life, making it the most crucial stage in the process.
5. Machinery & Equipment
The choice of machinery depends on your scale of operation and investment capacity.
Essential Equipment
- Flour mixer
- Pasta extruder with interchangeable dies
- Dryer (tray or continuous type)
- Cutter
- Weighing and packaging machine
Types of Setup
- Semi-Automatic Plant: Suitable for startups and small-scale units
- Fully Automatic Line: Ideal for large-scale production with higher efficiency
6. Plant Layout & Infrastructure
A well-planned facility is critical for operational efficiency and food safety compliance.
Key Sections
- Raw material storage
- Processing area
- Drying section
- Packaging area
- Finished goods storage
Design Considerations
- Smooth workflow to avoid cross-contamination
- Adequate ventilation and humidity control
- Easy cleaning and maintenance
- Compliance with food safety norms
Even small units should prioritize proper layout planning to ensure scalability.
7. Licenses & Regulatory Requirements
Regulatory compliance is a fundamental requirement for operating a food manufacturing business in India. It not only ensures legal operation but also builds trust among customers, distributors, and institutional buyers.
Mandatory Registrations
- FSSAI License
The primary license required for any food business, ensuring adherence to food safety standards. - GST Registration
Required for taxation and smooth business transactions. - MSME (Udyam) Registration
Enables access to government schemes, subsidies, and financial support.
Additional Requirements
- Factory License
Applicable for medium to large manufacturing units, depending on production scale and workforce. - Pollution Control Approvals
Required in certain cases to ensure environmental compliance, especially for larger facilities.
Optional Certifications
- ISO 22000
International standard for food safety management systems. - HACCP (Hazard Analysis and Critical Control Points)
Focuses on identifying and controlling food safety risks during production.
Proper compliance not only ensures safety and legal security but also enhances credibility, making it easier to enter organized retail, institutional supply chains, and export markets
8. Packaging & Shelf Life
Packaging plays a dual role in pasta manufacturing—it protects the product and acts as a key branding and marketing tool. The right packaging ensures product integrity while also influencing consumer purchase decisions.
Packaging Options
- Flexible Pouches
Cost-effective and widely used for retail packaging, offering convenience and good barrier properties. - Laminated Packaging
Provides enhanced protection against moisture and external factors, suitable for longer shelf life. - Carton Boxes
Used for premium positioning or secondary packaging, offering better visual appeal and structural strength.
Shelf Life Factors
- Moisture Control
Maintaining low moisture content is critical to prevent spoilage and microbial growth. - Proper Drying
Adequate drying ensures structural stability and long shelf life. - Airtight Packaging
Prevents exposure to air and humidity, preserving product quality. - Storage Conditions
Finished products should be stored in a cool, dry environment away from direct sunlight.
Under optimal processing, packaging, and storage conditions, dry pasta typically has a shelf life of 9 to 18 months, making it a stable, low-risk product suitable for large-scale distribution and export.
9. Cost Estimation & Investment Planning
Understanding costs is key to business viability.
Major Cost Components
- Machinery and setup
- Raw materials
- Labor
- Utilities (electricity, water)
- Packaging
- Rent and infrastructure
Profitability Drivers
- Efficient production planning
- Capacity utilization
- Strong distribution network
- Brand positioning
With proper planning, pasta manufacturing offers scalable growth and attractive margins.
10. Challenges in Pasta Manufacturing
While pasta manufacturing offers strong growth potential and scalability, certain operational and market challenges must be effectively managed:
- Maintaining Consistent Product Quality
Ensuring uniform quality across batches can be challenging due to variations in raw materials and process conditions. Proper quality control systems and standard operating procedures are essential to maintain consistency in texture, taste, and cooking performance. - Controlling Drying Parameters
The drying stage is highly sensitive and directly impacts product quality. Incorrect temperature or humidity levels can lead to cracks, uneven drying, or reduced shelf life. Continuous monitoring and controlled drying systems are critical. - Preventing Breakage During Handling
Pasta, especially certain shapes, is prone to breakage during processing, handling, and packaging. Efficient handling systems, suitable packaging materials, and trained manpower are necessary to minimize losses. - Competing with Established Brands
The market includes well-known brands with strong distribution and customer loyalty. New entrants must focus on differentiation through quality, pricing, innovation, or niche segments like health-based products. - Building Strong Distribution Channels
Market success depends heavily on product availability. Establishing reliable distribution networks across retail, HoReCa, and online platforms requires strategic planning and consistent supply chain management
Role of Process Engineering in Pasta Manufacturing Plants
Establishing a successful pasta manufacturing facility requires coordination between process engineering, equipment selection, utilities planning and hygiene-focused infrastructure design.
Consulting partners such as Beyzon Foodtek Pvt. Ltd. support food manufacturers by providing technical guidance across areas such as:
- Process flow design for pasta manufacturing lines
- Master planning of manufacturing facilities
- Selection of Processing Line
- Mechanisation and automation of food processing operations
- Capacity balancing and line optimisation
- Food safety and hygienic infrastructure planning
An integrated engineering approach helps ensure that every stage of the line works together as one efficient system.
Conclusion
Pasta manufacturing plants must be designed to convert cereal-based raw materials into stable, consistent and market-ready products through a structured sequence of handling, mixing, shaping, drying and packaging.
A well-planned process line integrates raw material handling, dough preparation, extrusion or sheeting, moisture-controlled drying and protective packaging in a logical flow. Appropriate equipment selection, hygienic design and process control help ensure reliable manufacturing performance.
With proper process engineering and plant design, pasta manufacturing facilities can deliver consistent product quality while meeting the requirements of retail, food service and industrial food markets.
FAQs
1. Which raw material is mainly used in pasta production?
Semolina (durum wheat) and water are the primary ingredients used.
2. What is the shelf life of dry pasta?
Dry pasta typically has a shelf life of 9 to 18 months under proper packaging and storage.
3. Which pasta type is best for beginners?
Short pasta like penne and macaroni is ideal due to high demand and easier production.
4. What is the most critical step in pasta manufacturing?
The drying process is crucial as it directly affects quality, texture, and shelf life.
5. What packaging formats are commonly used for pasta?
Pasta is commonly packed in laminated pouches, pillow packs, cartons and bulk packs depending on the target market.